

Руководство по ручной дуговой сварке .

Дуговую сварку контролируют ряд параметров, а именно:
- сварочный ток
- напряжение дуги
- скорость сварки
- род и полярность тока
- положение шва в пространстве
- тип электрода и его диаметр
Поэтому перед началом работы следует подобрать значения этих параметров так, чтобы сварочный шов получился требуемого размера и хорошего качества.
1.1 Сварочный ток (выбор сварочного тока посредством подбора диаметра электрода)
Важнейшим параметром при работе ручной дуговой сварки является сила сварочного тока. Именно сварочный ток будет определять качество сварочного шва и производительность сварки в целом.
Обычно рекомендации по выбору силы сварочного тока приведены в инструкции пользователя, которая поставляется в комплекте со сварочным аппаратом. Если таковой инструкции нет, то силу сварочного тока можно выбрать в зависимости от диаметра электрода. Большинство производителей электродов размещают информацию о величинах сварочного тока прямо на упаковках своей продукции.
Диаметр электрода подбирают в зависимости от толщины свариваемого изделия. Однако помните, что увеличение диаметра электрода уменьшает плотность сварочного тока, что приводит к блужданию сварочной дуги, её колебаниям и изменениям длины. От этого растет ширина сварочного шва и уменьшается глубина провара – то есть качество сварки ухудшается. Кроме того, уровень сварочного тока зависит от расположения сварочного шва в пространстве. При сварке швов в потолочном или вертикальном положении рекомендуется диаметр электродов не меньше 4 мм и понижение силы сварочного тока на 10-20 %, относительно стандартных показателей тока при работе в горизонтальном положении.
Таблица 1.1
| Примерное соотношение толщины металла, диаметра электрода и сварочного тока | ||||||||
| Толщина металла, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
|---|---|---|---|---|---|---|---|---|
| Диаметр электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сварочный ток, А | 10-20 | 30-45 | 65-100 | 100-160 | 120-200 | 150-200 | 160-250 | 200-350 |
1.2 Напряжение дуги (длина сварочной дуги)
После того, как сила сварочного тока определена, следует рассчитать длину сварочной дуги. Расстояние между концом электрода и поверхностью свариваемого изделия и определяет длину сварочной дуги. Стабильное поддержание длины сварочной дуги очень важно при сварке, это сильно влияет на качество свариваемого шва. Лучше всего использовать короткую дугу, т.е. длина которой не превышает диаметр электрода, но это достаточно тяжело осуществить даже при наличии солидного опыта. Поэтому оптимальной длиной дуги принято считать размер, который находится между минимальным значением короткой дуги и максимальным значением (превышает диаметр электрода на 1-2 мм)
Таблица 1.2
| Примерное соотношение диаметра электрода и длины дуги | ||||||||
| Диаметр электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
|---|---|---|---|---|---|---|---|---|
| Длина дуги, мм | 0,6 | 2,5 | 3,5 | 4 | 4,5 | 5 | 5,5 | 6,5 |
1.3 Скорость сварки
Выбор скорости сварки зависит от толщины свариваемого изделия и от толщины сварочного шва. Подбирать скорость сварки следует так, что бы сварочная ванна заполнялась жидким металлом от электрода и возвышалась над поверхностью кромок с плавным переходом к основному металлу изделия без наплывов и подрезов. Желательно поддерживать скорость продвижения так, что бы ширина сварочного шва превосходила в 1,5-2 раза диаметр электрода.
Если слишком медленно перемещать электрод, то вдоль стыка образуется достаточно большое количество жидкого металла, который растекается перед сварочной дугой и препятствует её воздействию на свариваемые кромки – то есть результатом будет непровар и некачественно сформированный шов.
Неоправданно быстрое перемещение электрода тоже может вызывать непровар из-за недостаточного количества тепла в рабочей зоне. А это чревато деформацией швов после охлаждения, вплоть до трещин.
Наиболее простой способ подбора скорости сварки ориентирован на приблизительно среднее значение размеров сварочной ванны. В большинстве случаев сварочная ванна имеет размеры: ширина 8–15 мм, глубина до 6 мм, длина 10–30 мм. Важно следить, что бы сварочная ванна равномерно заполнялась плавленным металлом, т.к. глубина проплавления почти не изменяется.

На рисунке видно, что при увеличении скорости заметно уменшается ширина шва, при этом глубина проплавления остается почти неизменной. Очевидно, что наиболее качественные швы (в этом примере) – при скоростях 30 и 40 м/ч.
1.4 Род и полярность тока
У большинства моделей бытовых аппаратов для ручной дуговой сварки на выходе путем выпрямления переменного тока образуется постоянный сварочный ток. При использовании постоянного тока возможны два варианта подключения электрода и детали:
- При прямой полярности деталь подсоединяется к зажиму «+», а электрод к зажиму «-»
- При обратной полярности деталь подключается к «-», а электрод – к «+»
На положительном полюсе выделяется больше тепла, чем на отрицательном. Поэтому обратную полярность при работе с электродами применяют во время работ по сварке тонколистового металла, чтобы его не прожечь. Можно использовать обратную полярность при сварке высоколегированных сталей во избежание их перегрева, а на прямой полярности лучше варить массивные детали
| Постоянный ток | |
| Прямая полярность | Обратная полярность |
 |  |
|
|
|---|---|
Низколегированные стали - это конструкционные стали, в которых содержится не больше 2,5% легирующих элементов (углерода, хрома, марганца, никеля и т.д., причем углерода не должно быть более 0,2 %), широко применяются в строительстве, судостроении, трубопрокатном производстве. Сварку низколегированных сталей можно производить как ручным способом, так и автоматически, вне зависимости от полярности тока.
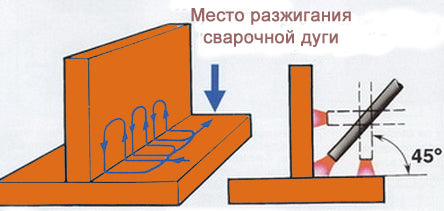
1.5 Зажигание (возбуждение) сварочной дуги
Зажигание (возбуждение) сварочной дуги можно производить 2-мя способами.
 |  |
| Первый способ: Чиркаем концом электрода о поверхность металла (напоминает движение зажигаемой спички). Данный способ чаще всего применяют на новом электроде. Этот метод прост и особых профессиональных навыков не требует. | Второй способ можно назвать «касанием», т.к. электрод подводят вертикально (перпендикулярно) к месту начала сварки и после легкого прикосновения к поверхности изделия отводят верх на расстояние примерно в 3-5 мм. Чаще всего этот способ применяют в труднодоступных, узких и прочих неудобных местах. |
|---|
| Положение электрода при сварке | ||
| Углом вперед | Под прямым углом | Углом назад |
 |  |  |
|
|
|
|---|---|---|
3.1 Сварка стыкового соединения
Данный тип сварного соединения чаще всего используется для несложных конструкций обычного назначения. При двухсторонней сварке металла толщиной до 8 мм такое соединение будет достаточно прочным, стыковые соединения изделий толщиной не более 4 мм свариваются с одной стороны. Прочность сварных стыковых соединений определяется глубиной проплавления, а она зависит от диаметра электродов, от толщины свариваемых деталей, от величины сварочного тока и от зазора между деталями.
| Односторонние соединения без скоса кромок, выполняют электродами диаметром равным толщине металла, если она не превышает 4 мм. |  |
|---|---|
| Листы диаметром от 4 до 8 мм сваривают двусторонним швом. |  |
| Металл толщиной более 8 мм сваривают с разделкой кромок под углом около 30 градусов. Во избежании прожогов сварку ведут на съемных подкладках (медных или стальных) в несколько проходов. Для первого прохода рекомендуется использовать электрод толщиной не более 4 мм, для последуюших - применять электроды с большим диаметром. На рисунке видно, что при первом проходе корневой шов заваривают электродом меньшего размера. Для первого шва важна достаточная глубина провара и его точность (проплавленный метал не должен выходить за кромки). При втором и последующих проходах используется больший по диаметру электрод, его нужно с небольшой скоростью продвигать вперед по шву, при этом делая колебательные движения электрода из стороны в сторону для полного заполнения выемки между кромок. |  |
3.2 Сварка углового соединения
Хорошие результаты при сварке угловых швов обеспечиваются установкой плоскостей соединяемых элементов «в лодочку», т.е. под углом 45 градусов к горизонтали (возможны варианты с меньшим радиусом угла). При этом достигается хорошее проплавление стенок и угла элементов, а опасность непровара или подреза невелика. Сварка «в лодочку» дает возможность наплавлять за один проход швы большого сечения. Оптимальный метод подбирается в зависимости от положения и места проведения сварки.
| Сварка в симметричную «лодочку» производится при высоких значениях сварочного тока (как обратной, так и прямой полярности) Сварку в симметричную «лодочку» при обратной полярности рекомендуется проводить на максимально короткой дуге. При таком методе меньше вероятность подрезов одной стенки и наплывов на другой, чем при несимметричной «лодочке» |  |
|---|---|
| Сварка в несимметричную «лодочку» осуществляется при наклоне под углом 60 и 30 градусов. Электрод должен направлять сварочную дугу прямо в корень сварного шва. Главное - чтобы сварочная дуга не вышла на поверхность пластины за пределами формирующегося шва. Не допускается наплавка слишком большого количества металла за один проход. Метод хорош при работе в труднодоступных местах за счет небольшой амплитуды движений электрода. |  |
Сварку в «лодочку» лучше всего применять при взаимном расположении свариваемых изделий под углом в 90 градусов при длине угловых швов 8 мм и более.
3.3 Сварка углового соединения (таврового типа)
Обычно при сварке тавровых соединений в нижнем положении нужно несколько проходов. Однопроходные угловые швы допустимы при сварке простых конструкций, но при этом они должны иметь стороны, образующие угол в 45 градусов при угловом сварном шве, и не превышать диаметр используемого электрода более чем на 1,5-3,0 мм.
При многопроходной сварке угловых швов, первый проход всегда выполняется электродом большего размера, чем будут использоваться при повторных проходах. Диаметр электрода для первого прохода - 4-6 мм, шов наплавляется без каких-либо поперечных колебаний электрода. Последующие проходы электродами меньшего диаметра обязательно применяются поперечные колебания (движение электрода из стороны в сторону) Следует внимательно следить, чтобы размах этих колебаний не превысил допустимую ширину шва.
 | Важно – при сварке угловых соединений таврового типа дугу следует возбуждать на горизонтальной полке, а не на вертикальной. Все угловые швы без скоса кромок со сторонами образующими угол в 90 градусов и со стенками толщиной не больше 10 мм нужно выполнять в один слой поперечными движениями электрода треугольником с небольшой задержкой в корне шва. |
|---|
3.4 Сварка углового соединения (нахлесточного типа)
 | Для сварки нахлесточного соединения в нижнем положении при прямой полярности требуется поддерживать короткую сварочную дугу, а при обратной полярности - максимально короткую. Дуга должна быть направлена в корень соединения и расположена по направлению к горизонтальной поверхности пластины (свариваемого изделия). Во время сварки необходимо совершать небольшие возвратно-поступательные движения электродом. Эти колебания будут разогревать всю сварную область, что поможет равномерно заполнить всю сварочную ванну и получить полноразмерный выпуклый шов. |
|---|
Угловые сварные швы в нижнем горизонтальном положении, при нахлесточном соединении образуют, угол в 90 градусов и при низкой высоте стенок угла до 10 мм, следует применять электроды диаметром до 10 мм, а так же не стоит производить поперечные колебания электрода из стороны в сторону. Для стенок углов свыше 10 мм применять метод описанный ранее.
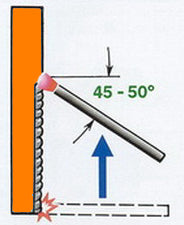
Вертикальные швы выполняют с током на 10-20 % меньшим, чем при сварке в нижнем положении и обязательно короткой дугой. Меньший ток предотвращает вытекание металла из сварочной ванны, а короткая дуга способствует устойчивой и спокойной работе. Самый распространенный способ сварки вертикальных швов - это подъем «снизу вверх»
При способе «снизу вверх» дугу возбуждают снизу свариваемых поверхностей, в самой в нижней точке шва. Для начала сваркой подготавливают горизонтальную площадку, равную сечением будущему шву. При вертикальной сварке электрод должен совершать поперечные колебания. Наибольший провар будет достигаться при горизонтальном положении электрода, то есть перпендикулярно вертикальной оси. Однако на практике во избежание стекания расплавленного металла электрод наклоняют, обычно хороший результат получается при угле наклона 45-50 градусов. Сварка подъемом «снизу вверх» обычно выполняется электродами диаметром до 4 мм, поперечные колебания электрода - движениями полумесяцем, углом или «елочкой». Непрофессиональным сварщикам и новичкам лучше начинать с «полумесяца», этот метод наиболее прост в освоении.
| Движение электрода при выполнении проходов (поперечные колебания) | ||
| Полумесяцем | Углом | Елочкой |
 |  |  |
| Вначале наплавляют полочку на свариваемые кромки, а затем небольшими порциями наплавляют металл, манипулируя электродом все выше, оставляя внизу готовый сварной шов. | Электрод переменно поднимают вверх-вниз, беспрерывно направляя металл на кромки и равномерно перенося его вверх электродом. | Вначале электрод поднимают вверх вправо, а затем опускают вниз. Капля жидкого металла застывает между кромками. Затем электрод поднимают влево и снова опускают вниз, оставляя новую порцию металла. |
|---|---|---|
| Тип соединения | Форма подготовленных кромок | Толщина свариваемых деталей, мм | Характер сварного шва | Форма поперечного сечения | |
| Подготовленных кромок | Сварочного шва | ||||
| Стыковое | С отбортовкой | 1 - 4 | Односторонний |  |  |
| Без скоса | 1 - 6 |  |  | ||
| Без скоса | 3 - 8 | Двусторонний |  |  | |
| С V- образным скосом | 3 - 60 | Односторонний |  |  | |
| С Х-образным скосом | 8-120 | Двусторонний |  |  | |
| С К-образным скосом | 8 - 100 |  |  | ||
| С криволинейным скосом | 15 - 100 |  |  | ||
| Угловое | Без скоса | 2 - 30 | Двусторонний |  |  |
| Со скосом одной кромки | 3 - 60 |  |  | ||
| Тавровое | Без скоса | 2 - 40 | Двусторонний |  |  |
| С двумя скосами одной кромки | 8 - 100 |  |  | ||
| Нахлесточное | Без скоса | 2 - 60 | Двусторонний |  |  |
При сварочных работах в металле самого сварочного шва и в прилегающей к нему зоне могут образоваться шлаковые включения – результат термического воздействия на металл заготовок, продукты сгорания материала электродов и пр. Шлаковые наслоения существенно ухудшают качество сварного соединения, его долговечность и внешний вид. Причины образования шлаков – сварка длиной дугой, высокая скорость прохода и низкий сварочный ток. Ввиду того, что шлаковые включения ослабляют прочность шва, их следует в обязательном порядке зачищать, причем при многопроходной сварке – после каждого слоя. При любых сварочных работах в обязательном порядке нужно соблюдать последовательность наложения слоев, зачистки шлака и зачистки сварочного шва в целом.
Зачистка сварочных швов выполняется в три этапа:
- Очистка зоны вокруг шва от окалины, шлаков и удаление цветов побежалости. Для этого нужно будет отбить шлаковые включения молотком с заостренным концом от затвердевшего металла на сварочном шве и удалить осколки при помощи металлической щетки. Добиться одного уровня плоскости сварочного шва и плоскости изделия, что бы было как можно меньше выпуклостей.
- Грубая зачистка - выравнивание, вплоть до полного удаления сварочного шва. Грубую зачистку можно делать на соответствующих станках, а на мелких конструкциях - специальными ножами для зачистки швов или шлифовальными машины с крупным шлифовальным камнем.
- Полировка места сварного шва, для такой работы используется фибровый круг шлифовальной машины. Полировка – завершающий этап в сварочном изготовлении изделия и его подготовки к покраске.
Техника безопасности при проведении сварочных работ
При любых работах со сварочным оборудованием нужно беречь себя и окружающих людей. Обеспечить безопасность при сварке - жизненно необходимо, и это не дежурная фраза, а жесткая реальность. Вопросы [сварочной безопасности] требуют внимательного рассмотрения и неукоснительного соблюдения вне зависимости от уровня квалификации сварщика и объема выполняемых работ.
Сварочный аппарат, электроды, кабели, горелки и редукторы – главные материальные части успешного сварочного труда. Главные, но не единственные! Сварочные работы представляют реальную опасность для здоровья сварщика, а вот избежать этих опасностей вовсе не сложно.
Если высказаться коротко, то техника безопасности при сварочных работах сводится к очевидным истинам. Нельзя наплевательски относиться к своему организму. Нельзя приступать к работе и открывать сварочный кейс, думая только о сварке. Сначала подумайте о себе. Все сварочные швы мира не стоят удара током в 220 вольт. И острота зрения не вернется к сварщику, работавшему в полукустарной маске, будь он хоть трижды профессионал. Так что прислушайтесь к этим строчкам, мы ведь о вашем здоровье беспокоимся.
11.1 Основные сварочные опасности и методы их профилактики
-
Электробезопасность при сварке необходимо обеспечить для предотвращения даже случайной возможности поражения током – как самого сварщика, так и окружающих (напарника и т.д.) Для этого:
- Регулярно проверяйте исправность изоляции кабелей, электродержателей и надежность всех контактов до начала работ
- Отключайте сварочное оборудование во время простоя, перемещения, обеденного перерыва и т.д.
- Все замеченные неисправности устраняйте строго после полного обесточивания аппарата
- Пользуйтесь спецодеждой – рукавицами из искростойких материалов, обувью из кожи и войлока, спецовкой из рекомендованных материалов, при необходимости – каской.
- Не работайте под дождем (или снегом), даже если ваш аппарат «так умеет». Сварка при повышенной влажности – не только на улице в непогоду, но и внутри бойлерных, градирен, подвалов и т.д. - требует специальных навыков и большого опыта, иначе можно и электротравму получить, и оборудование серьезно испортить.
-
Оптическая безопасность.
Поразительно, но экономия на сварочных масках и очках встречается повсеместно. Сейчас разработаны отличные маски типа «Хамелеон» с автоматической регулировкой прозрачности щитка – он затемняется только при зажигании дуги. В таких масках и работать одно удовольствие, и результат работы качественный, и подносить ее к лицу туда-сюда без конца не надо, и степень затемнения можно самостоятельно настроить. Так нет же! С потрясающим упорством многие начинающие сварщики хватают перед зажжением дуги дедовский щиток – и «зайчики кровавые в глазах» обеспечены на несколько суток вперед…
Даже если вы работаете нечасто, купите себе современную маску для комфортной, качественной и безопасной сварки – у вас ведь нет запасных глаз, правда?
Кроме маски, не стоит пренебрегать очками, их одевают для защиты лица при зашкуривании свариваемых изделий. Случайно отлетевший металлический заусенец или кусочек окалины может быть очень болезненным – очки подстрахуют вас от такой неприятности.
-
Пожарная безопасность.
Сюда можно включить и защиту от возможных ожогов путем использования спецодежды, обуви, масок и специальных ширм. Будьте особо внимательны при зажигании дуги и во все время ее горения – это период повышенной опасности, не отвлекайтесь при работе. С опытом брызг расплавленного металла при работе будет все меньше, но даже сварщики с многолетним стажем не работают с расстегнутым воротом и закатанными рукавами – учтите это!
Не ленитесь надеть рукавицы даже для контакта с кажущимся холодным металлом, а уж тем более при работе. У вас ведь только две руки, и ожоги на них не входят в ваши сварные планы, верно?
-
Специальная безопасность. К ней относится:
- Защита от возможного взрыва при работе в замкнутом пространстве (металлической цистерне и т.д).
- Защита органов дыхания при работе с выделением вредных газов (оксиды марганца, хрома и пр.), для чего применяются респираторы типа «Снежок», совместимые со сварочными масками и удобные в работе.
- Защита при возможной работе на высоте – стандартные средства высотной безопасности (монтажные пояса, страховка) следует использовать в сочетании с повышенной осторожностью. На сварщике надета спецодежда, маска, его движения и углы обзора ограничены – при высотных работах пословица «тише едешь – дальше будешь» очень актуальна.
Берегите себя – безалаберность может стать причиной серьезной травмы. А вот мастерство вполне совместимо с осторожностью и аккуратностью.

