

Керівництво по ручному дуговому зварюванні .

Дугове зварювання контролюють ряд параметрів, а саме:
- зварювальний струм
- напруга дуги
- швидкість зварювання
- рід і полярність струму
- положення шва в просторі
- тип електрода і його діаметр
Тому перед початком роботи слід підібрати значення цих параметрів так, щоб зварювальний шов вийшов необхідного розміру і хорошої якості.
1.1 Зварювальний струм (вибір зварювального струму за допомогою підбору діаметра електрода)
Найважливішим параметром при роботі ручного дугового зварювання є сила зварювального струму. Саме зварювальний струм буде визначати якість зварювального шва і продуктивність зварювання в цілому.
Зазвичай рекомендації по вибору сили зварювального струму наведено в інструкції користувача, яка поставляється в комплекті зі зварювальним апаратом. Якщо такої вказівки немає, то силу зварювального струму можна вибрати в залежності від діаметра електрода. Більшість виробників електродів розміщують інформацію про величини зварювального струму прямо на упаковках своєї продукції.
Діаметр електрода підбирають залежно від товщини зварюваного виробу. Однак пам'ятайте, що збільшення діаметра електрода зменшує щільність зварювального струму, що призводить до блукання зварювальної дуги, її коливань і змін довжини. Від цього зростає ширина зварювального шва і зменшується глибина провару – тобто якість зварювання погіршується. Крім того, рівень зварювального струму залежить від розташування зварювального шва в просторі. При зварюванні швів в стельовому або вертикальному положенні рекомендується діаметр електродів не менше 4 мм і зниження сили зварювального струму на 10-20 %, відносно стандартних показників струму при роботі в горизонтальному положенні.
Таблиця 1.1
| Приблизне співвідношення товщини металу, діаметра електрода і зварювального струму | ||||||||
| Товщина металу, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
|---|---|---|---|---|---|---|---|---|
| Діаметр електрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Зварювальний струм, А | 10-20 | 30-45 | 65-100 | 100-160 | 120-200 | 150-200 | 160-250 | 200-350 |
1.2 Напруга дуги (довжина зварювальної дуги)
Після того, як сила зварювального струму, визначена, слід розрахувати довжину зварювальної дуги. Відстань між кінцем електроду та поверхнею зварюваного виробу і визначає довжину зварювальної дуги. Стабільна підтримка довжини зварювальної дуги дуже важливо при зварюванні, це сильно впливає на якість зварювального шва. Краще всього використовувати коротку дугу, тобто довжина якої не перевищує діаметр електрода, але це досить важко здійснити навіть при наявності солідного досвіду. Тому оптимальною довжиною дуги прийнято вважати розмір, який знаходиться між мінімальним значенням короткої дуги і максимальним значенням (перевищує діаметр електрода на 1-2 мм)
Таблиця 1.2
| Приблизне співвідношення діаметра електрода і довжини дуги | ||||||||
| Діаметр електрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
|---|---|---|---|---|---|---|---|---|
| Довжина дуги, мм | 0,6 | 2,5 | 3,5 | 4 | 4,5 | 5 | 5,5 | 6,5 |
1.3 Швидкість зварювання
Вибір швидкості зварювання залежить від товщини зварюваного виробу і від товщини зварювального шва. Підбирати швидкість зварювання слід так, що б зварювальна ванна заповнювалася рідким металом від електрода і височіла над поверхнею кромок з плавним переходом до основного металу вироби без напливів і подрєзов. Бажано підтримувати швидкість просування так, що б ширина зварювального шва перевершувала в 1,5-2 рази діаметр електрода.
Якщо надто повільно переміщати електрод, то вздовж стику утворюється досить велика кількість рідкого металу, який розтікається перед зварювальної дугою і перешкоджає її впливу на зварювані кромки – тобто результатом буде непровари і неякісно сформований шов.
Невиправдано швидке переміщення електрода теж може викликати непровари з-за недостатньої кількості тепла в робочій зоні. А це загрожує деформацією швів після охолодження, аж до тріщин.
Найбільш простий спосіб підбору швидкості зварювання орієнтований на приблизно середнє значення розмірів зварювальної ванни. У більшості випадків зварювальна ванна має розміри: ширина 8-15 мм, глибина до 6 мм, довжина 10-30 мм. Важливо стежити, що б зварювальна ванна рівномірно заповнювалася плавленим металом, т. к. глибина проплавлення майже не змінюється.

На малюнку видно, що при збільшенні швидкості помітно втрачається ширина шва, при цьому глибина проплавлення залишається майже незмінною. Очевидно, що найбільш якісні шви (у цьому прикладі) – при швидкостях 30 і 40 м/ч.
1.4 Рід і полярність струму
У більшості моделей побутових апаратів для ручного дугового зварювання на виході шляхом випрямлення змінного струму утворюється постійний зварювальний струм. При використанні постійного струму можливі два варіанти підключення електрода і деталі:
- При прямій полярності деталь під'єднується до затискача «+», а електрод до затискача «-»
- При зворотній полярності деталь підключається до «-», а електрод – до «+»
На позитивному полюсі виділяється більше тепла, ніж на негативному. Тому зворотну полярність при роботі з електродами застосовують під час робіт зі зварювання тонколистового металу, щоб його не пропалити. Можна використовувати зворотну полярність при зварюванні високолегованих сталей щоб уникнути їх перегріву, а на прямій полярності краще варити масивні деталі
| Постійний струм | |
| Пряма полярність | Зворотна полярність |
 |  |
|
|
|---|---|
Низьколеговані сталі - це конструкційні стали, в яких міститься не більше 2,5% легуючих елементів (вуглецю, хрому, марганцю, нікелю тощо, причому вуглецю не повинно бути більше 0,2 %), широко застосовуються в будівництві, суднобудуванні, трубопрокатному виробництві. Зварювання низьколегованих сталей можна проводити як ручним способом, так і автоматично, незалежно від полярності струму.
1.5 Запалювання (збудження) зварювальної дуги
Запалювання (збудження) зварювальної дуги можна робити 2-ма способами.
 |  |
| Перший спосіб: Чиркаем кінцем електрода об поверхню металу (нагадує рух зажигаемой сірники). Цей спосіб найчастіше застосовують на новому електроді. Цей метод простий та особливих професійних навичок не вимагає. | Другий спосіб можна назвати «дотиком», т. к. електрод підводять вертикально (перпендикулярно) до місця початку зварювання і після легкого дотику до поверхні виробу відводять верх на відстань приблизно в 3-5 мм. Найчастіше цей спосіб застосовують у важкодоступних, вузьких та інших незручних місцях. |
|---|
| Положення електрода при зварюванні | ||
| Кутом вперед | Під прямим кутом | Кутом назад |
 |  |  |
|
|
|
|---|---|---|
3.1 Зварювання стикового з'єднання
Даний тип зварного з'єднання найчастіше використовується для нескладних конструкцій звичайного призначення. При двосторонньому зварюванні металу товщиною до 8 мм таке з'єднання буде достатньо міцним, стикові з'єднання виробів товщиною не більше 4 мм зварюються з одного боку. Міцність зварних стикових з'єднань визначається глибиною проплавлення, а вона залежить від діаметра електродів, від товщини зварюваних деталей, від величини зварювального струму і від зазору між деталями.
| Односторонні з'єднання без скосу кромок виконують електродами діаметром рівним товщині металу, якщо вона не перевищує 4 мм. |  |
|---|---|
| Листи діаметром від 4 до 8 мм зварюють двостороннім швом. |  |
| Метал товщиною більш 8 мм зварюють з обробленням кромок під кутом близько 30 градусів. Щоб уникнути пропалів зварку ведуть на знімних підкладках (мідних або сталевих) в кілька проходів. Для першого проходу рекомендується використовувати електрод товщиною не більше 4 мм, для последуюших - застосовувати електроди з великим діаметром. На малюнку видно, що при першому проході кореневий шов заварюють електродом меншого розміру. Для першого шва важлива достатня глибина провару і його точність (проплавленный метал не повинен виходити за кромки). При другому та наступних проходах використовується більший за діаметром електрод, його потрібно з невеликою швидкістю просувати вперед по шву, при цьому роблячи коливальні рухи електроду з боку в бік для повного заповнення виїмки між кромок. |  |
3.2 Зварювання кутового з'єднання
Хороші результати при зварюванні кутових швів забезпечуються установкою площин з'єднуваних елементів «у човник», тобто під кутом 45 градусів до горизонталі (можливі варіанти з меншим радіусом кута). При цьому досягається хороше проплавлення стінок і кута елементів, а небезпека непровара або підріза невелика. Зварювання «у човник» дає можливість наплавляти за один прохід шви великого перерізу. Оптимальний метод підбирається в залежності від положення і місця проведення зварювання.
| Зварювання в симетричну «човник» проводиться при високих значеннях зварювального струму (як зворотній, так і прямої полярності) Зварювання в симетричну «човник» при зворотній полярності рекомендується проводити на максимально короткій дузі. При такому методі менше ймовірність подрєзов однієї стінки і напливів на інший, ніж при несиметричною «човнику» | 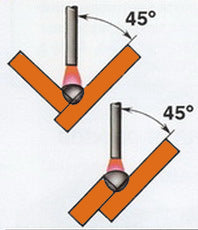 |
|---|---|
| Зварювання в несиметричну «човник» здійснюється при нахилі під кутом 60 і 30 градусів. Електрод повинен направляти зварювальну дугу прямо в корінь зварного шва. Головне - щоб зварювальна дуга не вийшла на поверхню пластини за межами формується шва. Не допускається наплавлення занадто великої кількості металу за один прохід. Метод хороший при роботі у важкодоступних місцях за рахунок невеликої амплітуди рухів електроду. |  |
Зварювання в «човник» найкраще застосовувати при взаємному розташуванні зварюваних виробів під кутом в 90 градусів при довжині кутових швів 8 мм і більше.
3.3 Зварювання кутового з'єднання (таврового типу)
Зазвичай при зварюванні таврових з'єднань в нижньому положенні потрібно кілька проходів. Однопрохідні кутові шви припустимі при зварюванні простих конструкцій, але при цьому вони повинні мати сторони, що утворюють кут в 45 градусів при кутовому зварному шві, і не перевищувати діаметр електрода, який використовується більш ніж на 1,5-3,0 мм.
При багатопрохідним зварюванні кутових швів, перший прохід завжди виконується електродом більшого розміру, ніж будуть використовуватися при повторних проходах. Діаметр електрода для першого проходу - 4-6 мм, шов наплавляється без будь-яких поперечних коливань електроду. Подальші проходи електродами меншого діаметру обов'язково застосовуються поперечні коливання (рух електрода з боку в бік) Слід уважно стежити, щоб розмах цих коливань не перевищив допустиму ширину шва.
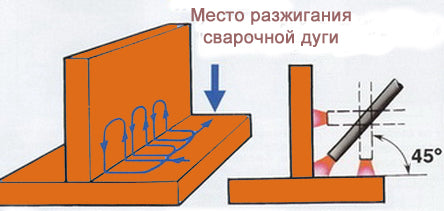 | Важливо при зварюванні кутових з'єднань таврового типу дугу слід порушувати на горизонтальній полиці, а не на вертикальній. Всі кутові шви без скосу кромок з сторонами утворюють кут в 90 градусів і зі стінками товщиною не більше 10 мм потрібно виконувати в один шар поперечними рухами електрода трикутником з невеликою затримкою в корені шва. |
|---|
3.4 Зварювання кутового з'єднання (нахлесточного типу)
 | Для зварювання нахлесточного з'єднання в нижньому положенні при прямій полярності потрібно підтримувати коротку зварювальну дугу, а при зворотній полярності - максимально коротку. Дуга повинна бути спрямована в корінь з'єднання і розташована за напрямком до горизонтальної поверхні пластини (зварюваного виробу). Під час зварювання необхідно здійснювати невеликі зворотно-поступальні рухи електродом. Ці коливання будуть розігрівати всю зварену область, що допоможе рівномірно заповнити всю зварювальну ванну і отримати повнорозмірний опуклий шов. |
|---|
Кутові зварні шви в нижньому горизонтальному положенні, при нахлесточном з'єднанні утворять, кут в 90 градусів і при низькій висоті стінок кута до 10 мм, слід застосовувати електроди діаметром до 10 мм, а так само не варто проводити поперечні коливання електрода з боку в бік. Для стінок кутів понад 10 мм застосовувати метод описаний раніше.

Вертикальні шви виконують з струмом на 10-20 % меншим, ніж при зварюванні в нижньому положенні і обов'язково короткою дугою. Менший струм запобігає витікання металу зі зварювальної ванни, а коротка дуга сприяє стійкій і спокійній роботі. Найпоширеніший спосіб зварювання вертикальних швів - це підйом «знизу вгору»
При способі «знизу вгору» дугу збуджують знизу зварюваних поверхонь, в самій нижній точці шва. Для початку зварюванням готують горизонтальну площадку, рівну перерізом майбутнього шва. При вертикальної зварки електрод повинен здійснювати поперечні коливання. Найбільший проварювання буде досягатися при горизонтальному положенні електрода, тобто перпендикулярно до вертикальної осі. Однак на практиці, щоб уникнути стікання розплавленого металу електрод нахиляють, зазвичай хороший результат виходить при куті нахилу 45-50 градусів. Зварювання підйомом «знизу вгору» зазвичай виконується електродами діаметром до 4 мм, поперечні коливання електрода - рухами півмісяцем, кутом або «ялинкою». Непрофесійним зварювальникам і новачкам краще починати з «півмісяця», цей метод найбільш простий в освоєнні.
| Рух електрода при виконанні проходів (поперечні коливання) | ||
| Півмісяцем | Кутом | Ялинкою |
 |  |  |
| Спочатку наплавляють поличку на зварювані кромки, а потім невеликими порціями наплавляють метал, маніпулюючи електродом все вище, залишаючи внизу готовий зварний шов. | Електрод змінно піднімають вгору-вниз, безперервно направляючи метал на кромки і рівномірно переносячи його вгору електродом. | Спочатку електрод піднімають вгору вправо, а потім опускають вниз. Крапля рідкого металу застигає між кромками. Потім електрод піднімають вліво і знову опускають вниз, залишаючи нову порцію металу. |
|---|---|---|
| Тип з'єднання | Форма підготовлених кромок | Товщина зварюваних деталей, мм | Характер зварного шва | Форма поперечного перерізу | |
| Підготовлених кромок | Зварювального шва | ||||
| Стикове | З відбортовкою | 1 - 4 | Односторонній |  |  |
| Без скосу | 1 - 6 |  |  | ||
| Без скосу | 3 - 8 | Двосторонній |  |  | |
| З V - подібним скосом | 3 - 60 | Односторонній |  |  | |
| З Х-подібним скосом | 8-120 | Двосторонній |  |  | |
| З До-подібним скосом | 8 - 100 |  |  | ||
| З криволінійним скосом | 15 - 100 |  |  | ||
| Кутове | Без скосу | 2 - 30 | Двосторонній | 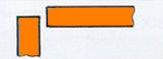 |  |
| Зі скосом однієї кромки | 3 - 60 |  |  | ||
| Таврове | Без скосу | 2 - 40 | Двосторонній |  |  |
| З двома скосами однієї кромки | 8 - 100 |  |  | ||
| Нахльосточне | Без скосу | 2 - 60 | Двосторонній |  |  |
При зварювальних роботах в металі самого зварювального шва і в прилеглій до нього зоні можуть утворитися шлакові включення – результат термічного впливу на метал заготовок, продукти згоряння матеріалу електродів та ін. Шлакові нашарування істотно погіршують якість зварного з'єднання, його довговічність і зовнішній вигляд. Причини утворення шлаків – зварювання дугою завдовжки, висока швидкість проходу і низький зварювальний струм. Зважаючи на те, що шлакові включення послаблюють міцність шва, їх слід в обов'язковому порядку зачищати, причому при багатопрохідним зварюванні – після кожного шару. При будь-яких зварювальних роботах в обов'язковому порядку потрібно дотримуватися послідовність накладання шарів, зачищення шлаку і зачистки зварювального шва в цілому.
Зачищення швів виконується в три етапи:
- Очищення зони навколо шва від окалини, шлаків і видалення кольорів мінливості. Для цього потрібно буде відбити шлакові включення молоток з загостреним кінцем від затверділого металу на зварювальному шві і видалити осколки за допомогою металевої щітки. Домогтися одного рівня площини зварювального шва і площини виробу, що б було як можна менше опуклостей.
- Брутальна зачистка - вирівнювання, аж до повного видалення зварювального шва. Грубу зачистку можна робити на відповідних верстатах, а на дрібних конструкціях - спеціальними ножами для зачищення швів або шліфувальними машини з великим шліфувальним каменем.
- Полірування місця зварного шва, для такої роботи використовується фібровий коло шліфувальної машини. Поліровка – завершальний етап у зварювальному виготовленні виробу та його підготовки до фарбування.
Техніка безпеки при проведенні зварювальних робіт
При будь-яких роботах зі зварювальним обладнанням потрібно берегти себе і оточуючих людей. Забезпечити безпеку при зварюванні - життєво необхідно, і це не чергова фраза, а жорстка реальність. Питання [зварювальної безпеки] вимагають уважного розгляду і неухильного дотримання незалежно від рівня кваліфікації зварника і обсягу виконуваних робіт.
Зварювальний апарат, електроди, кабелі, пальники і редуктори – головні матеріальні частини успішного зварювального праці. Головні, але не єдині! Зварювальні роботи представляють реальну небезпеку для здоров'я зварювальника, а от уникнути цих небезпек зовсім не складно.
Якщо висловитися коротко, то техніка безпеки при зварювальних роботах зводиться до очевидних істин. Не можна байдуже ставитися до свого організму. Не можна приступати до роботи і відкривати зварювальний кейс, думаючи тільки про зварювання. Спочатку подумайте про себе. Всі зварювальні шви світу не варті удару струмом в 220 вольт. І гострота зору не повернеться до зварнику, який працював у полукустарной масці, будь він хоч тричі професіонал. Так що прислухайтеся до цих рядками, адже ми турбуємося про ваше здоров'я.
11.1 Основні зварювальні небезпеки та методи їх профілактики
-
Електробезпека при зварюванні необхідно забезпечити для запобігання навіть випадкової можливості ураження струмом, як самого зварника, так і оточуючих (напарника і т. д.) Для цього:
- Регулярно перевіряйте справність ізоляції кабелів, електротримачі і надійність всіх контактів до початку робіт
- Вимикайте зварювальне обладнання під час простою, переміщення, обідньої перерви і т. д.
- Всі помічені несправності усуває строго після повного знеструмлення апарату
- Користуйтеся спецодягом – рукавицями з іскростойкіх матеріалів, взуттям зі шкіри та повсті, спецовкой з рекомендованих матеріалів, при необхідності – каскою.
- Не працюйте під дощем (або снігом), навіть якщо ваш апарат «так вміє». Зварювання при підвищеній вологості – не тільки на вулиці в негоду, але і всередині бойлерних, градирень, підвалів і т. д. - вимагає спеціальних навичок і великого досвіду, інакше можна отримати електротравму, і обладнання серйозно зіпсувати.
-
Оптична безпека.
Вражаюче, але економія на зварювальних масках і окулярах зустрічається повсюдно. Зараз розроблені відмінні маски типу «Хамелеон» з автоматичним регулюванням прозорості щитка – він тільки затемнюється при запалюванні дуги. В таких масках і працювати одне задоволення, і результат роботи якісний, і підносити її до обличчя туди-сюди без кінця не треба, і ступінь затемнення можна самостійно налаштувати. Так ні ж! З приголомшливим завзятістю багато початківці зварювальники хапають перед запалюванням дуги дідівський щиток – і «зайчики криваві в очах» забезпечені на кілька діб вперед...
Навіть якщо ви працюєте нечасто, купіть собі сучасну маску для комфортної, якісної та безпечної зварювання – адже у вас немає запасних очей, правда?
Крім маски, не варто нехтувати очками, їх одягають для захисту особи при зашкуривании зварюваних виробів. Випадково отлетевший металевий задирок або шматочок окалини може бути дуже болючим – окуляри підстрахують вас від такої неприємності.
-
Пожежна безпека.
Сюди можна включити і захист від можливих опіків шляхом використання спецодягу, взуття, масок і спеціальних ширм. Будьте особливо уважні при запалюванні дуги та під час її горіння – це період підвищеної небезпеки, не відволікайтеся під час роботи. З досвідом бризок розплавленого металу при роботі буде все менше, але навіть зварювальники з багаторічним стажем не працюють з розстебнутим коміром і підкоченими рукавами – врахуйте це!
Не лінуйтеся надіти рукавиці навіть для контакту з удаваним холодним металом, а вже тим більше при роботі. У вас адже тільки дві руки, і опіки на них не входять у ваші зварні плани, вірно?
-
Спеціальна безпека. До неї відноситься:
- Захист від можливого вибуху при роботі в замкнутому просторі (металевої цистерні тощо).
- Захист органів дихання при роботі з виділенням шкідливих газів (оксиди марганцю, хрому тощо), для чого застосовуються респіратори типу «Сніжок», сумісні зі зварювальними масками і зручні в роботі.
- Захист при можливої роботи на висоті – стандартні засоби висотної безпеки (монтажні пояси, страховка) слід використовувати у поєднанні з підвищеною обережністю. На сварщике надітий спецодяг, маска, його руху і кути огляду обмежені – при висотних роботах прислів'я «тихіше їдеш – далі будеш» дуже актуальна.
Бережіть себе – недбалість може стати причиною серйозної травми. А от майстерність цілком сумісне з обережністю і акуратністю.

